Flash Programming of Complex Applications in Production
Minimization of Cycle Times in Production through High-Speed Flash Programming
This application note illustrates current challenges in production concerning the growing complexity of flash programming. To begin with, the problem and theoretical solutions are described. This is followed by an application example from ProMik. It should be noted that each flash process is individual and can only be generalized to a certain extent.
In conventional production lines, flash programming is part of the multi-stage microelectronics production process. Surface-mounted device (SMD) assembly and pre-programming are followed by reflow soldering and in-circuit testing (ICT). Following the functional tests (FCT), the module is usually assembled and programmed end-of-line (EoL). Particularly, more complex production lines are designed for just one specific product and are therefore inflexible in the event of changes. Cycle times can sometimes no longer be maintained. For this reason, a stand-alone solution for flash programming is often established for complex applications. In the meantime, however, the requirements of highly technical applications continue to increase: memories are becoming larger and the number of them as well as MCUs, SoCs and other components on the PCB is growing. As a result, the time needed for flash programming is rising enormously. Stricter requirements in the area of cyber security are also drastically increasing the effort involved in the flash process. In addition, more and more application variations are emerging, and customers are demanding both flexible and often short-term production call-offs. Therefore, the production concept described above is simply no longer recommendable.
ProMik addressed these changes and developed various solutions. One of these is to execute flash programming and tests in parallel. This means that several flash processes are carried out simultaneously following the ICT. The FCTs then take place. The advantage of this is that cycle times are greatly reduced, and the process is simplified. With solutions such as ProMik's Smart ICT, it is also possible to run ICTs and FCTs in parallel directly on the flash station, which can prevent possible bottlenecks.
Additionally, it is also possible to split the flash process into several steps - namely flash programming on the needle bed and EoL programming on the flash station. Programming on the needle bed takes place after SMD, reflow soldering and ICT. After the FCTs and the assembly the EoL programming is carried out. More specifically, the test software for the FCT and a specific bootloader are programmed into the flash memory in the test fixture via contact pins. During the EoL programming this bootloader is started and the application software is downloaded. Finally, the bootloader is deleted.
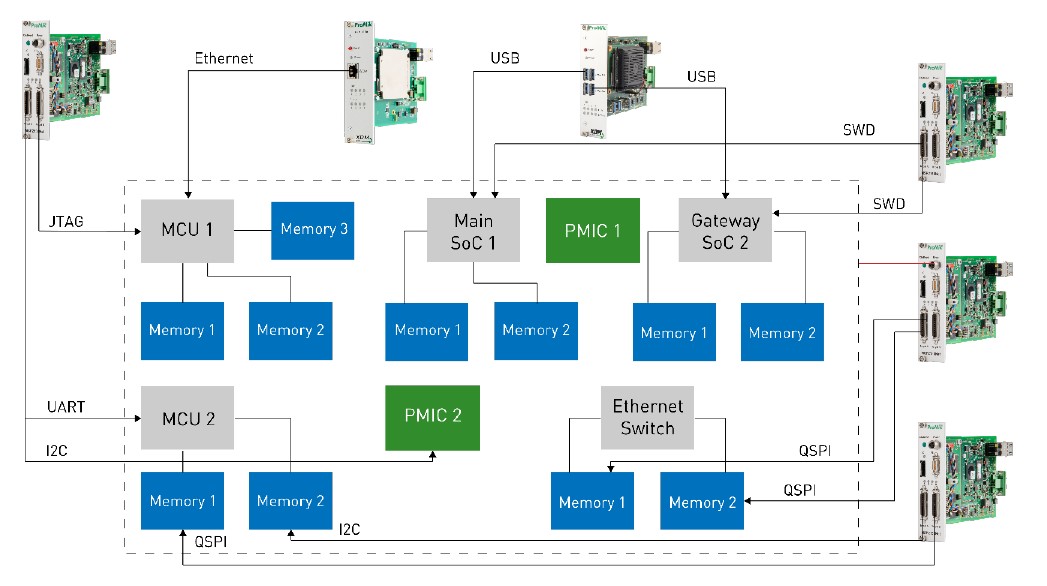
The use case exemplifies the high level of complexity that prevails in today's projects. With ProMik's programming tools, however, customers are ideally equipped for any level of complexity. In addition to an integrated power supply, the multi-standard programmers (MSP) have freely configurable IOs with which almost all available programming interfaces, as well as automotive interfaces, can be depicted and mixed as required. This means that several components with different interfaces can be flashed in parallel at high-speed. The XDM series of programmers was developed specifically for the programming of mass storage devices such as eMMC, UFS etc.. It obtains USB and Ethernet interfaces. In addition to comprehensive software solutions that allow user-friendly control of the flash process, the production of applications is fully protected by ProMik's cyber security solutions. This means that even future application requirements are no challenge for ProMik.
Back